Why Water-Cooled Motors Are A Good Option To Boost Cement Plant Profitability.
By Charles Blankenship and Len Eros

Motors are key components in many cement industry applications such as conveyors, crushers, kilns, mills, and numerous fans and pumps. Traditionally, the industry uses air-cooled motors like totally enclosed fan cooled (TEFC) or motors with Weather Protected Type 1 or 2 (WPI or WPIII) enclosures.
Ranging in power from 500 to 5,000 hp, these large motors are often controlled by variable frequency drives. Their reliability and performance have a direct impact on the efficiency and uptime of a cement plant and are, therefore, crucial to ensure profitability.
Although TEFC motors work well, the dusty environment in which they operate makes it challenging to keep them running within their optimum temperature range. TEFC motors require a flow of air across their external cooling ribs and when those become covered with dirt and dust, their cooling capacity is severely reduced.
WP (weather protected) motors on the other hand are cooled with air flowing through an open frame design, however, this allows dust particles into the motors. Once these dust particles are inside and exposed to humidity they turn into concrete. This contamination impacts cooling efficiency and without frequent cleaning, the motors run hotter and hotter. This in turn causes accelerated wear on key motor components, particularly windings and bearings, and reduces the life expectancy of the motor.
Changing to a totally enclosed air-to-air cooled (TEAAC) enclosure could improve the motor’s lifespan. While these enclosures generally work well if the tubes are cleaned periodically, the downside is that is a time-consuming exercise owing to their size.
A noteworthy and brand-new alternative, however, is the introduction of large water-cooled motors, such as the AXW motor from ABB. Water cooling is a highly efficient method of transferring heat away from the motor without the need for external ventilation.
This method not only reduces the maintenance expenses and down-time associated with cleaning other types of motors, but also permits a compact installation footprint. Moreover, the absence of a fan provides two significant advantages: much quieter running motors and the elimination of dust getting blown into work areas.
Suitable Applications
The use of TEFC motors in some applications and operating conditions are often not the best product choice. Apart from environments with a large amount of contamination, the following applications are also more favorable for water-cooled motors:

- High ambient temperature conditions – This environment requires air-cooled motors to be oversized to meet the thermal ratings, resulting in higher motor cost and lower operating efficiency. Larger motors also require more space as the base size increases. Water-cooled motors, in contrast, are unaffected by high ambient temperatures such as those typically encountered by kiln drive motors.
- High-elevation site locations – Similar to the above, air-cooled motors in these locations also need resizing to meet the necessary cooling requirements, as air is thinner at high elevations and can’t remove heat as effectively as at lower elevations. The cooling capacity of water is not reduced at high elevation so oversizing the motor is not needed. Even in a closed-loop water cooling system, where the heat exchangers need to be larger, the cost is much less than a larger motor. In open-loop systems the elevation has no effect on the system.
- Applications with noise restrictions – Staff turnover is notoriously high in many heavy industries, often as a result of the harsh working conditions. To improve employee health and ensure safer working conditions, industries are trying to combat noise pollution in the workplace to limit noise-induced hearing loss. Noise measurement data for water- and air-cooled motors with the same frame size, power rating and speed demonstrate that water-cooled motors operate at significantly lower noise levels.
- When space matters – Projects that increase product throughput usually require higher power, but available space is often limited to the existing motor area. It may either be cost-prohibitive or merely impractical to expand the area for a larger motor and its foundations. With a water-cooled motor with higher power density, it is possible to keep the existing motor frame size yet obtain substantially more power while maintaining the same running temperatures.
- Variable speed applications – To extend the operating range of variable speed motors, separate blowers are mounted directly onto the motor, thereby subjecting them to the same environmental contaminants as the motor. Dust, dirt, water and airborne chemicals cause wear, which means the blowers must be maintained. They are also noisy. An open-loop water cooling system, however, is completely quiet and a closed loop system using a water-cooling radiator and fan, while not silent, can be remotely located. Fans on radiators are usually a larger diameter than motor fans and operate at lower and less audible speeds.
- Undesirable heat transfer – Excessive heat contributes to worker fatigue, heat cramps, and more serious problems, including heat exhaustion and heat stroke. In some applications where the ambient temperatures are already high – whether from the local climate or other equipment adding heat into the local motor environment – it is desirable to transfer the motor heat outside the immediate area. This action is achieved more efficiently with a water-cooled motor than an air-cooled motor.
- Undesirable stirring of contaminates – Excessive contaminates in work environments can lead to harsh working conditions. Personnel can be exposed to high levels of dust and dirt that are circulated by the motors cooling fans. By removing the external fans, the work environment is not only cleaner but less noisy as mentioned above.

A Viable Solution?
The cement industry is under constant pressure to control costs and, given that water-cooled motor technology has proven itself in numerous industries for several decades, it makes sense to have a closer look at this option.
For many years, ABB has produced water cooled motors engineered and manufactured for very specific and demanding applications such as underground mining and oil-drilling rigs. With the new water-cooled products, the proven technology is being applied to Industrial Duty motors which are much more cost effective and suitable for a broader range of applications.
Their main advantages include constant cooling for variable speed applications, low noise, power-dense, not susceptible to environmental contaminants, and removing heat out of the local motor environment.
The AXW Motor
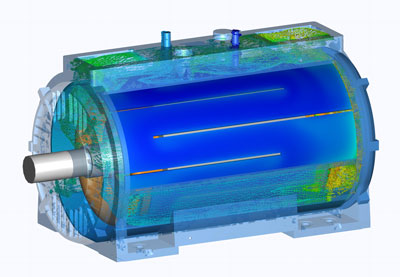
A significant technical advantage of the new AXW motor comes from the multipurpose NXR/AXR rib cooled motors. This is the internal air-cooling loop, which allows for better heat distribution and dissipation for higher power-density than the previous designs.
Motor reliability is improved by the innovative cooling design, which keeps internal temperatures more balanced for longer lubrication intervals, increased bearing lifetime and less thermal stress on the motor insulation. The optimized water jacket construction of the AXW motor combined with the internal air-cooling loop gives the motor the best heat dissipation system available, further extending its lifespan.
Different applications in the cement industry require high ingress protection levels, of which IP54 is the standard. The AXW motor is IP54 compliant as it is fully protected against dust ingress. However, in some environments protection from high pressure water jets is also required and if so there is an optional higher protection level of IP56.
Available in variable or constant speed options, the totally enclosed water-cooled AXW motor exhibits a 40% rating increase over AXR air-cooled motors and 25% over the existing G-series water-cooled motor. This is mainly attributed to the internal cooling loop that circulates air inside the motor and more water coverage.
The new cooling configuration offers a more thermally equalized motor, eliminating hot spots that have been seen in TEFC motors. Other product features include a pole count of two to eight, bearing RTDs to detect temperature increases, and cast and bar rotors. Anti-friction and sleeve bearings are also available.
Lower Total Cost of Ownership
The new motors set a benchmark for the industry, offering a smaller footprint and more watts per kilogram than has ever been achieved before with rib cooled motors. The highly customized design allows for exact customer needs to be met with a high degree of engineering flexibility.
The design also enables flexibility in the positioning of the terminal boxes. The main terminal box can be mounted on either side. The auxiliary terminal box can also be mounted on either side and can be positioned along the motor. As a result, modifications can be done easily and quickly. This minimizes the number of spare units needed if the plant is running several motors with the terminal boxes on different sides.
Pre-engineered fixing points enable easy mounting of condition monitoring systems to maintain maximum performance over the entire life cycle. Built-in serviceability makes maintenance straightforward, and therefore reduces downtime. The rigid, weight-optimized frame is engineered to minimize vibration and increase stability. The innovative cooling design – which keeps internal motor temperatures more balanced for longer lubrication intervals, increased bearing lifetime, and less thermal stress – offers increased uptime.
The motors are built for high levels of performance, quality and reliability in demanding conditions and remote locations, and ideally suited for applications in potentially explosive atmospheres (Class 1 Division 2). They offer a significantly lower cost of ownership together with smaller size, higher power density, lower losses, reduced noise levels and less maintenance. Variable speed drives, which are easy to install and operate, optimize the motor’s performance, minimize energy consumption, and control processes more accurately.
Conclusion
Large water-cooled motors such as the new AXW offer a compelling alternative solution for the cement industry. Specifically, they ensure constant cooling without the need for external ventilation.
This attribute not only reduces the operating expenditures associated with the maintenance required to maintain the air-cooling effectiveness, but also enables a compact installation footprint. The absence of a fan also reduces noise levels and does not blow dust into the air that people are breathing and working in.
Technological advances today afford the cement industry the chance to reshape itself and to turn some of the industry challenges into opportunities.
Charles Blankenship is product manager – LAC Motors, ABB; and Len Eros is global cement and mining manager, ABB Motion.


