There’s Little Doubt That Artificial Intelligence Has The Potential To Enhance The Productivity And Sustainability Of The Cement Industry. But Beyond The Headline-Grabbing Hype, Is It In Danger Of Being Oversold?
By Jonathan Rowland
In recent years, artificial intelligence (AI) has become something of a marketing buzzword attached to “almost every algorithm slightly more complex than a PID controller,” according to Sven Rathgeber, who leads AI development at German mill technology supplier Gebr. Pfeiffer. Cutting through the hype is not always a straightforward task: just as there are almost as many definitions of philosophy as there are philosophers, there can often seem to be almost as many definitions of AI as there are software engineers and data scientists.
Narrowing down the scope to the cement industry, global technology firm ABB considers AI as “systems that analyze vast amounts of process data, learn from it and make decisions or recommendations to optimize operations,” Sanjit Shewale, global head of digital at the company’s Process Industries division, told Cement Optimized. Specifically, the company defines AI as a “combination of computational power to process complex datasets, connected devices that provide real-time data, and advanced algorithms that detect patterns and optimize performance.”

“A lot of AI uses in the cement industry come down to machine learning,” continued Rathgeber, who is also a research scientist at the German Research Center for Artificial Intelligence in Kaiserslautern. “This means that data is used to derive the functional relationship between parameters.”
The machine learning principle is that “a machine can learn without human intervention, developing its own algorithm to improve the performance of a specific task,” explained Shewale. This includes deep learning, which utilizes multi-layer neural networks for more complex tasks, such as image analysis, and reinforcement learning, which learns through trial-and-error strategies. “We also see the early introduction of generative AI to help capture knowledge of operations and best practices to be used for knowledge sharing and learning by the workforce.”
Process Optimization and Sustainability
Raw mixes and fuel blends are becoming increasingly complex as cement companies incorporate more and variable raw materials and alternative fuels into their production processes to improve operational efficiency and sustainability. AI technologies have significant potential here, as Bodil Recke, global manager, Business Unit Cement at ABB, explained:
“By assessing data from multiple sources via real-time inputs such as moisture content and chemical composition, AI systems can recommend optimal fuel blends that ensure consistent operation and product quality. These intelligent tools can also identify cost-effective supplementary cementitious materials (SCMs), streamlining the blending process and reducing production costs. Lastly, AI tools can enable cement producers to minimize waste by maximizing the use of recycled materials, contributing to more resource-efficient operations and lower environmental impact,” Recke said.
Moving through the production process, AI-based technologies with predictive modeling capabilities can improve energy efficiency across grinding and kiln operations, according to both Recke and Rathgeber. These models can forecast process behaviors and make real-time adjustments to key variables, such as burner airflow, feed flow rate, and fan speeds, to ensure operating conditions.
“There is huge potential to use AI models to improve grinding operations,” said Rathgeber. The grinding process is complex, particularly in vertical roller mills (VRMs), where the individual processes – such as grinding, drying, separation, and pneumatic material transport – are closely interlinked. “This is a situation where machine learning really shines. Once you have a decent model of the grinding process, you can use it in all kinds of optimization scenarios, including improving energy efficiency.” This improvement can be significant, according to ABB’s Recke, with AI-based solutions enabling energy savings of 5% to 10% in the mill. Meanwhile, in the kiln, AI systems help stabilize temperature and oxygen ratios, thereby reducing fuel consumption and enhancing clinker quality, Recke said.

From Reactive to Proactive
A critical element in AI implementation is the transition from reactive process control to real-time and predictive process optimization. “AI can forecast process outcomes and dynamically adjust operational parameters to maintain product quality and minimize downtime,” said Recke, who noted several practical examples, including:
- Fuel mix optimization to ensure consistency and cost-effectiveness.
- Enhancing energy management by fine-tuning kiln and grinding operations to reduce consumption.
- Real-time quality monitoring to meet product specifications without relying on manual checks.
- Environmental compliance by tracking emissions and ensuring regulatory compliance.
- Smarter, data-driven decision making across the production line based on actionable insights.
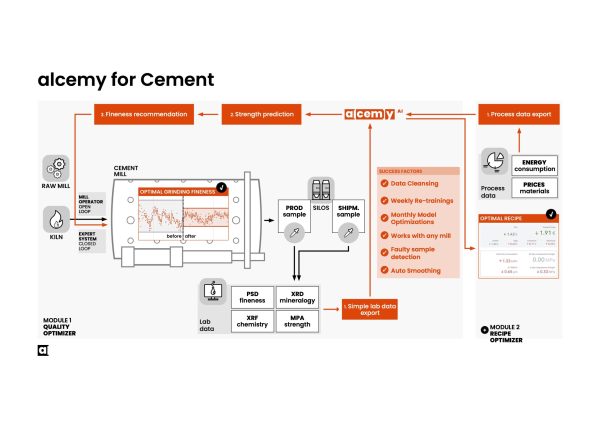
Picking up some of these themes, David Alós-Shepherd, head of business development at AI tech company Alcemy, noted that a core challenge for cement production quality control is the need to wait up to 28 days for the results of physical testing, making real-time control “impossible.” Machine learning algorithms provide a solution to this limitation, utilizing existing laboratory data to predict cement quality in real-time with high accuracy. “This gives operators the ability to make immediate decisions that were previously delayed by weeks, proactively optimizing the grinding and blending process and fine-tuning recipes to meet quality targets, without overdesigning the product.”
According to Alós-Shepherd, this allows operators, among others, to reduce grinding energy costs while increasing throughput. It also leads to greater consistency and enhanced quality, which “provides the confidence needed to reduce clinker content safely by up to 3.5%.”
Maintenance and Reliability
Certain types of AI, known as autoencoders, are “made for anomaly detection,” said Gebr’ Pfeiffer’s Rathgeber. These can be trained to spot, among the thousands of sensor signals in a cement plant, when something differs from regular operations, allowing operators to take proactive corrective action.
“The primary advantage of an autoencoder over traditional anomaly detection, such as rules-based systems, is that you do not need to know or assume in advance what might be happening,” explained Rathgeber. “An autoencoder will detect if the current signal is different from regular production, so when training the algorithm, you only need regular production data and not data from actual part failures, which are rare or may not even exist.”
AI can also support predictive maintenance by forecasting equipment failures before they occur and planning maintenance interventions. “By identifying root causes such as misalignment, refractory wear, and bearing degradation, AI enables targeted diagnostics and timely repairs,” said ABB’s Recke. “This approach reduces reliance on reactive maintenance and costly shutdowns.”
Looking ahead, AI systems will increasingly interact with historical control system data to learn from operational patterns, recommend optimal parameters, and issue warnings to prevent adverse impacts, Recke predicted. “Once an AI system determines the best setpoints for quality, energy efficiency, and uptime, it can either directly update the control system in a closed-loop configuration or provide actionable recommendations to human operators in an open-loop setup, further enhancing reliability and operational excellence.”
Decarbonization
A critical benefit of the fuel and energy efficiency that AI-based interventions can bring is the reduction of carbon emissions. “Tools that enhance fuel efficiency and combustion conditions ensure that energy is used more effectively and with less excess heat,” explained ABB’s Sanjit Shewale. The ABB expert also mentioned the ability of AI-based systems to facilitate increased fuel substitution rates, reducing reliance on fossil fuels, and to minimize overburning and reduce free lime variability, which improves kiln efficiency and contributes to more stable, lower-emission operations.
According to Shewale, Carbon Re’s AI platform, integrated with ABB’s Expert Optimizer, has demonstrated real-world reductions of 2% to 5% in fuel-derived CO₂ emissions, showcasing the “tangible impact of intelligent systems in driving sustainability across the cement industry.”
Alcemy’s Alós-Shepherd highlighted another decarbonization route enabled by AI, emphasizing its use in designing and implementing lower-carbon blended cements by bridging the gap between a recipe’s theoretical design and its consistent, real-world production. “While it is possible to create innovative, low-clinker cement recipes in a laboratory, the challenge lies in transferring that recipe to a live production environment,” Alós-Shepherd explained. “The inherent variability in raw materials, plant conditions, and operational factors can make it nearly impossible to produce a new blend consistently and meet stringent quality standards. This uncertainty often prevents producers from implementing these more sustainable cements at scale.”
According to Alós-Shepherd, AI facilitates this process by providing a solution to this variability. “Through predictive quality control and real-time monitoring, AI software provides manufacturers with an effective tool to mitigate variability, ensure consistency, and accelerate approval processes.” The benefits of this approach were recently demonstrated by an early adopter of Alcemy’s technology, which gained national technical approval for its naturecem 65 PKH cement, which contains just 30% clinker. “This success positioned them as a leader in sustainable cement and proved that AI can turn a theoretical low-carbon blend into a practical, commercially viable product,” concluded Alós-Shepherd.
Implementing and Maintaining AI
The greatest challenge is “getting good quality data,” said Gebr. Pfeiffer’s AI guru, Rathgeber. “If we talk about AI as machine learning, everything comes down to data quality.” For example, sensors must be accurate and placed in optimal positions, laboratory-based quality measurements (whether manual or automated) must also be correct, and sampling must be performed properly, with the appropriate time label applied. “Many things that worked previously in daily operations, such as putting the measurement time instead of the sampling time on a sample, will screw up a machine learning model.”
To train machine learning models, data with variance is needed, continued Rathgeber, as “24 hours of mill operation without changing parameters holds very little information about the underlying process.” However, getting this variance is not always easy. “Running a 300-tph mill for two hours while producing an unsellable material might be beneficial for a machine learning model; however, the plant loses out on 600 t of sellable product and ends up with a pile of 600 t of unsellable material that must somehow be gotten rid of. It is not going to happen.”
One of the “primary hurdles” to AI implementation is data quality, agreed ABB’s Shewale. “AI systems rely on clean, structured, and consistent data from a wide range of sources, which can be difficult to standardize in complex industrial environments.” Shewale also mentioned the issue of model explainability. “For AI to be trusted and adopted by plant operators, its recommendations must be transparent and understandable.”
Finally, many things cannot be measured with what Rathgeber called “a reasonable effort.” For example, inside a VRM, “there is basically a 120°C sandstorm. No sensor survives this kind of environment for more than a couple of minutes; it is the same inside the kiln. These conditions would be beneficial and interesting to measure, but we cannot do it with physical sensors.”
There is also a people angle to consider, as “traditional cement engineers may require upskilling in data science and AI tools to collaborate with and manage these systems effectively,” concluded ABB’s Shewale. Yet, Alcemy’s Shepherd cautioned against viewing people as problems. “While cultural and operational differences exist across the globe, they are not hurdles. A well-designed project architecture and close collaboration have been shown to successfully navigate these variations, empowering plants to harness their data.”
When it comes to maintaining an AI model, this requires a “decent amount of effort, according to Rathgeber, for several reasons:
- Changing process behavior: Many factors – including wear, raw material properties, and even seasonal environmental conditions – can change process behavior. The model must be continually adapted to these new conditions to remain accurate.
- Failing equipment: For the AI system to work, incoming data during inference (using the model after training) must be of good quality. However, sensor failures happen. It is not viable to stop production to replace a single sensor, as this would leave the system missing a data source.
- Internet connectivity: While inference could be done on an edge device, model training and adaptation must occur on higher-performance machines. It is common to do this on a cloud system, but many cement plants are in remote locations where internet connectivity is unstable.

Using AI also brings some additional risks into the cement production process. “The increased connectivity required for AI integration introduces cybersecurity risks, exposing plants to potential digital threats that must be mitigated through robust security protocols,” said ABB’s Shewale. However, this risk is “very manageable,” added Rathgeber.
The Future of AI in Cement Production: Getting the Right Tool for the Job
The future of AI adoption in cement manufacturing is “full of incredible opportunities,” concluded Alcemy’s Alós-Shepherd, “even though some real challenges currently exist.” Whilst data can be siloed, unstructured, or inconsistent, “many plants are often only one puzzle piece away from a sufficient data setup, enabling them to embark on their AI journey without massive new investments. The real opportunity lies in unlocking the value of this information to drive innovation and decarbonization.”
“If done correctly, AI provides a huge potential in almost every part of the plant,” agreed Gebr. Pfeiffer’s Rathgeber. “From optimizing the process to production schedule planning and predictive maintenance, up to big models that consider various internal, external, and environmental factors.”
However, for all its promise, the cement industry must avoid seeing AI as the only solution out there. Rathgeber concluded with an analogy to make this point: “If you need to hit one nail into a wall, there is no point buying a heavy-duty nail gun capable of handling 100 nails a minute; just get a hammer. It always comes down to choosing the right tool for the job: some tasks are perfect for AI; others can be done (and often done better) with simpler, cheaper methods. AI should not be seen as a panacea, but it is a powerful tool that, when used correctly, can achieve great things.”


