Both Installation and Maintenance Can Be Performed Safely Without A Shutdown or Exposure to Intense Heat.
By Brad Pronschinske
Raising the cement meal temperature to prevent the kiln from cooling when it arrives saves energy, reduces calcining time and improves plant efficiency. Within seconds before entering the kiln, material fed into the preheater at temperatures up to 200ºF (93ºC) is heated to 1,500ºF (815ºC).[1]

However, regardless of how many stages the preheater has, material can quickly adhere to the coarse refractory wall, accumulate and clog the system. Bottlenecks in the flow lead to expensive unscheduled downtime.
Many operators mitigate clogs by implementing regular cleaning schedules, assigning workers to use water lances extended through access holes. A worker ascends the tower and dons a suit of high-heat personal protective equipment (PPE).
Lancing the material with high-pressure water clears the blockage, and the workers restore proper flow. Unfortunately, this procedure is always performed while the preheater is still in operation, causing a tremendous amount of heat and some molten material to blow back. The PPE, the heat, and the safety issues make preheater cleaning one of the most unpleasant jobs in a cement plant.
“To improve safety and increase efficiency, virtually all cement plants in the United States have air cannons installed on the preheaters,” said Mike Moody, USA air cannon business development manager at Martin Engineering. “Over the years, we’ve worked to improve the technology to the point where both installation and maintenance can be performed safely without a shutdown or exposure to intense heat.”
Preheater Flow
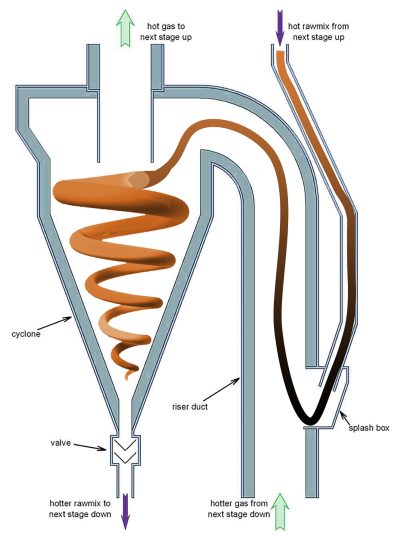
Today’s Preheater tower designs can have as many as six stages in towers up to 12 stories (120 ft./35 m) tall. The meal flows down a chute to a splash box, proceeds to the airflow of the riser duct, where it is heated and moves to the next stage. The procedure then repeats through as many stages as the tower has.
One of the biggest contributors to material buildup is high heat and material velocity.[2] As material gets hotter, it gets stickier, clinging to the sides of the flow chutes and splash box, as well as in the riser duct. If left unchecked, clogs can form quickly, disrupting material flow and causing unscheduled downtime and lost production. Large buildups can even completely block the cyclone’s outlet.
Whenever operators open the access door, this lowers operating temps. Cold water also reduces temperature, and injecting water into the hot tower creates steam, which can result in a dangerous steam “explosion.” A better alternative is a series of low-pressure air cannons, a technology initially developed and patented by Martin Engineering in 1974.
Air cannon nozzles are strategically positioned in the tower, riser duct, or cyclone. As adhered material is dislodged, it returns to the flow, with the pressurized shot facilitating the flow and enhancing efficiency.
Sequenced Shots

The basic components of the air cannon include an air reservoir, a fast-acting valve with a trigger mechanism, and a nozzle that distributes air in the desired pattern to most effectively clear the accumulation.
Often installed in a series and precisely sequenced for maximum effect, the network can be timed to best suit individual process conditions or material characteristics. The air blasts help break down accumulated material and clear blockages, allowing solids and gases to resume normal flow. To tailor the air cannon installation to the service environment, specific air-blast characteristics can be achieved by adjusting the operating pressure, tank volume, valve design, and nozzle shape.
Tanks and Valves
To facilitate maintenance without a process shutdown, air reservoirs with volumes typically ranging from 35L to 150L are now equipped with a rear-facing valve that can be removed without detaching the tank.

Today’s fast-acting valves can release the tank volume in a fraction of a second, creating a high-magnitude force at the exit nozzle installed through the wall of the vessel or duct. The new designs feature a hybrid valve concept that delivers more force, uses less air, and simplifies maintenance in challenging applications with limited budgets.
Positive-firing valves that respond to an air-pressure surge from a solenoid have also made air cannons safer. Unlike negative-pressure-firing designs, a cannon equipped with this type of valve will not discharge accidentally in response to a drop in pressure, so an air supply failure or a broken line cannot trigger it suddenly.
The high-speed valve design is mounted on a smaller air reservoir, delivering higher discharge forces than less efficient valves on larger tanks. The new generation of valves produces about twice the blast force of previous designs, saving energy by using about half the compressed air volume.
Nozzles and Service
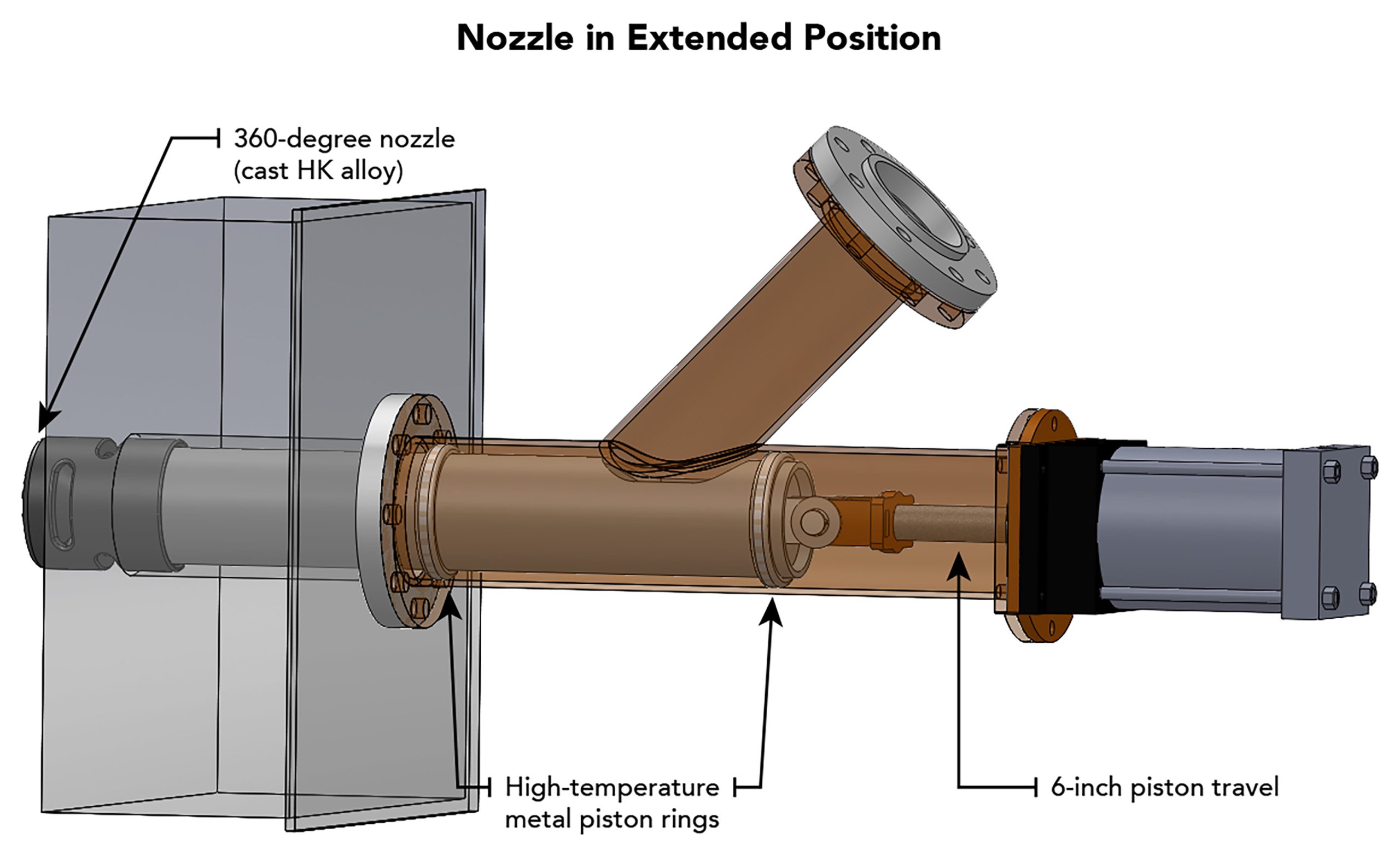
Another innovation is the patented Y-shaped assembly, which allows the nozzle to be maintained or replaced without removing the tank or disrupting the refractory. The system enables specially trained technicians to mount the units on furnaces, preheaters, clinker coolers, and other high-temperature locations while production continues uninterrupted.
It dramatically reduces downtime associated with traditional installation, service, and replacement, which require halting high-heat processes to allow core drilling and mounting of the cannons.
“Avoiding unplanned shutdowns is key to a plant’s profitability,” said Moody. “Any shutdown other than scheduled maintenance is production time that can’t be recovered,” he continued. “Once that production time is lost, it can’t be made up again. With the core drilling option and Y-pipe, installation and maintenance can be done during normal production.”
The nozzle is the component that takes the stored energy in the form of compressed air and directs it to do work, so it has a dramatic effect on the performance of any air cannon. The application dictates the required performance, including the air-blast shape, plume length, etc. A primary goal in every application is to use the stored energy as efficiently as possible.
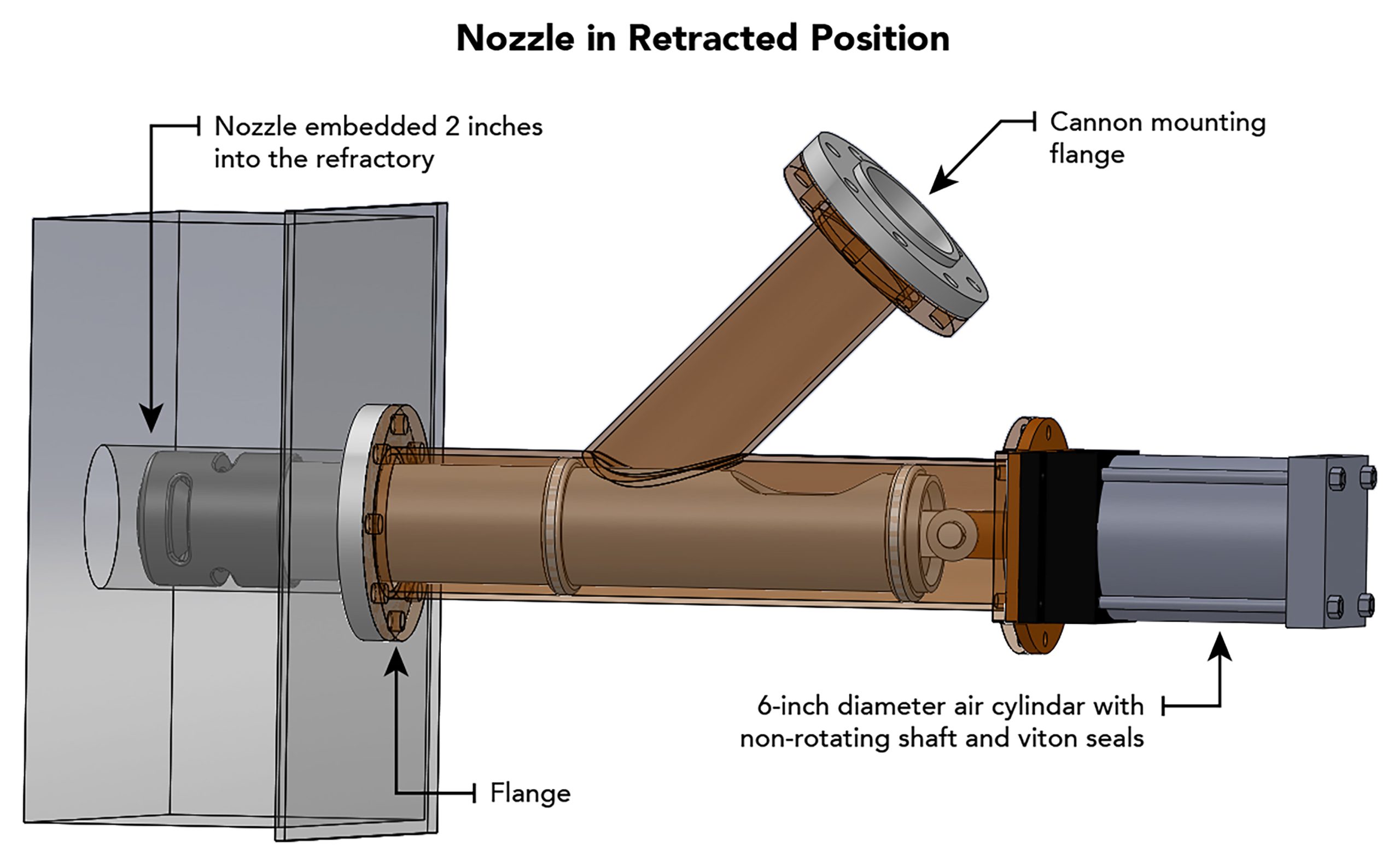
A series of retractable air cannon nozzles was developed for high-temperature applications, extending into the material stream only during the firing cycle to protect the nozzles from extreme temperatures and abrasion.
These “smart” nozzles allow the cannon and nozzle to be installed independently, so the nozzle can be accessed for inspection or service during production without stopping the process or removing the cannon. The new design solves two common industry problems: effectively dislodging accumulations in hard-to-reach areas without shutdown or manual labor, while significantly extending nozzle life.
Furthermore, the units can be serviced from outside the vessel without disturbing the refractory, reducing potential damage while minimizing service time and the risk of injury.
Conclusion
Flow through the preheater tower takes only seconds, but a clog can cause hours or days of downtime that can’t be made up, resulting in significant losses (production time that can’t be recovered). Prevention and maintenance can be a grueling task that leads to increased labor costs. Thanks to new air cannon technologies, the lost production, reduced revenue, workplace safety implications and employee morale issues can be effectively minimized.
“After calculating the costs saved by avoiding downtime, this technology pays for itself quickly,” said Moody. “The savings are compounded by reduced maintenance, improved safety, lower labor costs and greater production efficiency.”
Given the current production volumes and costs, a typical manufacturing operation can avoid $600,000 per day by preventing downtime and cleanout labor, not even including the potential safety implications and expenses. And air cannons aren’t just an American phenomenon. They’re a widely accepted flow aid technology worldwide, the only one that’s so universally employed.
Brad Pronschinske is global air cannon product manager for Martin Engineering. As global product manager–flow aid division, Pronschinske is responsible for the development and management of Martin Engineering’s air cannon products and vibration systems. He joined Martin Engineering in 1998 as a product specialist–air cannons, became global product manager–air cannons in 2005 and continues in that role today. He holds many U.S. and International patents on air cannon models with additional patents on nozzles for air cannon systems. Pronschinske received his BS in Electronics Engineering from Hamilton Technical College in Davenport, Iowa.
For more information visit: martin-eng.com, email: [email protected], or call 800-544-2947.
References
[1] J. Fredlake and T. Spaits, “Preheater tower best safety practices,” 2016 IEEE-IAS/PCA Cement Industry Technical Conference, 2016, pp. 1-7, https://ieeexplore.ieee.org/document/7742670
[2] L. Gutzwiller, H. D. Banyay and S. M. Cohen, “Cement plant preheater fan build-up control,” in IEEE Transactions on Industry Applications, vol. 27, no. 3, pp. 425-430, May-June 1991. https://ieeexplore.ieee.org/abstract/document/81822


