A Pipe Conveyor Replaces a Drag Chain Conveyor and Throws Schwenk Zement a Curve.
By Mark S. Kuhar
Schwenk Zement KG replaced its old drag chain conveyor line with a modern pipe conveyor from Beumer Group. Requiring a solution that would transport alternative fuels such as crushed plastic material, textiles and paper from the warehouse to the feeding system of the oven in their cement plant in Bernburg, Germany, this fully closed conveying system makes transporting bulk material more environmentally friendly and energy efficient. Maintenance costs are also considerably lower and the system can be optimally adapted to the ambient conditions.
Schwenk product diversity and production capacity make the cement plant in Bernburg one of the largest and most efficient building material plants in Germany. The production of cement along the river Saale has a rich history due to the prevalence of high-quality deposits of limestone in this area.
The plant has been in existence since 1960. Schwenk took over the plant in 1990 and tore down the existing systems to build an entirely new plant. Today, Schwenk’s product portfolio includes a wide range of efficient, specialized cement marked by consistently high quality. The company produces the ideal product using modern mixing technology, as required for tunnel, road and well construction, as well as for geothermal and environment engineering.
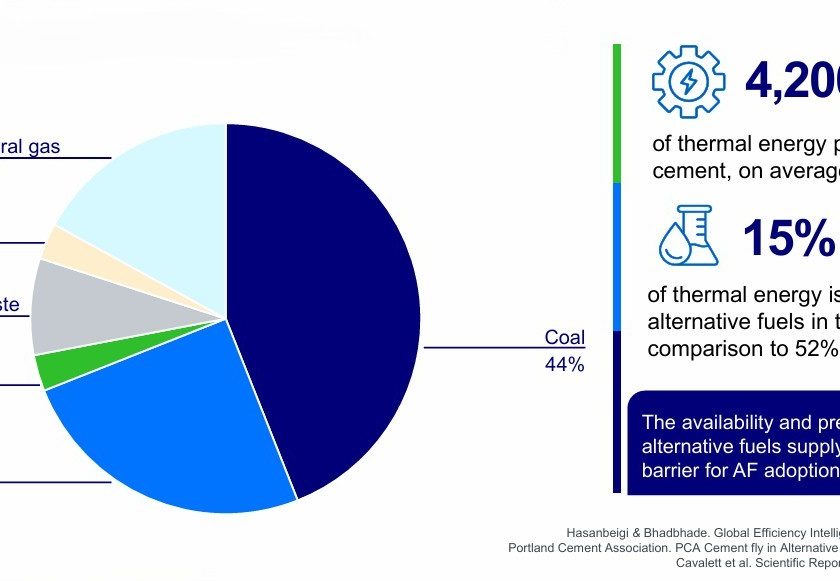
 One topic of great importance to the Schwenk plant is sustainable production. Production of cement has always been one of the most energy-intensive operations. This is why Beumer minimizes the use of primary fuels such as coal and oil and focuses increasingly on substitute fuels.
One topic of great importance to the Schwenk plant is sustainable production. Production of cement has always been one of the most energy-intensive operations. This is why Beumer minimizes the use of primary fuels such as coal and oil and focuses increasingly on substitute fuels.
These substitute fuels are mainly a mixture of high calorific waste materials, comprised mostly of plastic and packaging residues and textiles. They are processed to high-grade fuels with defined product parameters in external processing plants.
HEAT-INTENSIVE PROCESSES
For the manufacturing of cement, limestone is quarried, crushed and homogenized with additional raw materials. Belt conveyors then transport the crushed material with other materials from the blending bed to the plant.
It is ground to the necessary grain size in the raw mills and then dried. The raw meal is then homogenized and temporarily stored in large silos.
To obtain portland cement clinker, a coarse intermediate product, the raw meal is first transported into the cyclone preheater, then into the calcinator, both powered by alternative fuels. The limestone portion of the raw meal is deacidified at temperatures of more than 950 C. The material then moves into the rotary kiln where it is burned at temperatures of approximately 1,450 C.
Up until now, Schwenk relied on a drag chain conveyor line for transporting the fuels from the storehouse to the feeding systems of its main burner. The baffle plates on these mechanical continuous conveyors are mounted to an endless chain, transporting the bulk material in a trough.
“We had been using this system for more than ten years. This meant that we had to put more and more maintenance work into it,” said Dirk Fabian, production manager at Schwenk in Bernburg.
After further development of the dosing technology, the drag chain conveyor was no longer able to transport enough bulk material, with a density of only 0.2 tons per cu. meter, to the weigh feeders (and thus to the main burner). “We were looking for an alternative solution that would be ecological as well as low in maintenance,” Fabian said. In addition, the new conveyor needed to be optimally adapted to the curved routing in the plant.
COMPREHENSIVE EXPERTISE, OPTIMUM SUPPORT
For the building material manufacturer, Beumer Group was their first choice supplier of the optimal conveying technology. Schwenk has a long-standing and close partnership with Beumer.
Beumer has provided Schwenk Putztechnik GmbH & Co. KG, headquartered in Ulm in southern Germany, with several Beumer paletpac high-capacity layer palletizers, equipped with the newly developed twin-belt turning device.
Beumer is well-established in the building industry for nearly 80 years as a supplier of conveying technology solutions. Beumer has bundled its comprehensive expertise in the building material industry and established different Centers of Competence, in order to offer optimal support for global building material manufacturers by offering single-source solutions.
The Pipe Conveyor segment is a Center of Competence. These centers are in charge of worldwide project management and sales. They collect and process the expertise from the individual local group companies and pass it on to the global group experts in each respective field.
HIGH ENVIRONMENTAL PROTECTION, LOW MAINTENANCE
 “Together with the management team in Bernburg, we developed a solution that is tailored exactly to match Schwenk’s requirements,” said Michal Mikulec, managing director at Beumer Group Czech Republic a.s. and supervisor for this project.
“Together with the management team in Bernburg, we developed a solution that is tailored exactly to match Schwenk’s requirements,” said Michal Mikulec, managing director at Beumer Group Czech Republic a.s. and supervisor for this project.
“Our first idea was to combine a new drag chain conveyor with several open belt conveyors, but it was quickly abandoned. It became apparent that a pipe conveyor was the best solution offering environmental protection and low maintenance. Its closed design protects the environment from transported goods falling down. Another advantage is the lack of dust development on the running line,” Mikulec said.
These conveyors offer many advantages. They are able to navigate long distances and tight curve radius. Due to their ability to negotiate curves, considerably less transfer towers are required compared to other belt conveyors, noted Beumer Group.
This results in substantial cost savings for the customer and delivery of a system customized for individual routing. Beumer Group supplied and installed a system with a diameter of 200 mm and a length of 230 meters. It conveys up to 15 tph of material. Beumer was also responsible for the design of the system and the entire steel structure.
Durable conveyor belts guaranteeing tensile strength are used in the Schwenk solution. “To find the ideal belt version for Schwenk, we calculated the tractive forces as well as the forces that occur during acceleration and deceleration – always considering the net weight of the belt and the transported item,” Mikulec said.
The engineers also precalculated the belt positions in different curve radii for the empty and loaded belt. Another system advantage is the reduced noise emission of the pipe conveyors.
“Special idlers as well as low-noise bearings and electric motors work very quietly. This improves the quality of our employees’ day-to-day work environment and ensures the people living near the plant are not disturbed,” said Fabian.
TROUBLE-FREE OPERATION
Cranes pick up the treated substitute fuels in the storehouse and unload them into the discharge bunker with the discharge system. From here, the chain belt conveyor continually transports the material to the new pipe conveyor that then transports it to the weigh feeders of the main burner.
Beumer was able to optimally customize the routing of the conveyor to the plant. Another requirement met by the experts: no supports underneath the pipe conveyor that would otherwise obstruct vehicles. This is why the technicians mounted the first support directly to the storehouse. The conveyor take-up system was designed by Beumer as a take-up tower. It is located right next to the feeding station.
It took only eight months from the time the contract was awarded until commissioning of the new system in February 2014. “We have been working with the Beumer system for several months now,” Fabian said. “We are very satisfied. It is very robust and we no longer have any failures.”
Information for this article courtesy of Beumer Group.
Beumer Energy-Efficient Belt Conveyors
 Beumer curved conveyor systems are designed as open-trough belt conveyors or closed-pipe conveyors. In power stations, they move large quantities of coal from storage or receiving points to the boiler and convey waste products such as ash, slag or FGD gypsum to landfills or other disposal sites.
Beumer curved conveyor systems are designed as open-trough belt conveyors or closed-pipe conveyors. In power stations, they move large quantities of coal from storage or receiving points to the boiler and convey waste products such as ash, slag or FGD gypsum to landfills or other disposal sites.
Beumer conveyor systems are also the perfect solution for conveying substitute fuels, which are coming into increasing use. Trucks have considerable disadvantages in this regard. Road building is expensive, and the more raw materials have to be transported from the excavation point to the factory, the more journeys have to be made.
Belt conveyors are equipped with environmentally friendly electrical drives and low-energy belts. As they are usually designed with closed-loop controls, the load can be optimally distributed on the drive unit for different operating conditions.
When the belt conveyor is running downhill, the system works in generating mode. The recovered electrical energy is fed back to the public electricity supply via a feedback unit.